Световое действие тока
Старые лампы накаливания излучают свет больше за счет высокой температуры, которую имеет вольфрамовая проволока в их устройстве. Поэтому в их работе наблюдается больше тепловое действие тока.
Но во второй половине XX века были изобретены новые источники света. Здесь уже не играет роль температура самого проводника, а происходят более сложные процессы.
Наверное, вы уже догадались, что речь идет о светодиодных лампах (рисунок 12). На данный момент именно такие лампы чаще всего мы используем в повседневной жизни.
Рисунок 12. Светодиодные лампы
Световое действие проявляется в возникновении светового излучения при прохождении тока.
Интересное видео
https://youtube.com/watch?v=zPcw56Y9QWs%3Fautoplay%3D0%26start%3D0%26rel%3D0
Дефекты сварки и контроль качества
Сварная точка уменьшенного диаметра
Хотя шва, в его классическом понимании здесь нет, у соединения возможны дефекты. Один из них — это непровар. Точка обеспечивает схватывание сторон, но при динамических нагрузках “склейки” оказывается недостаточно и стык распадается. Чаще всего дефект наступает из-за слишком короткого импульса сварочного тока или недостаточной силы тока.
“Родственный” непровару дефект — сварная точка уменьшенного диаметра. Соединение выполнено путем перемешивания материалов на уровне кристаллической решетки, но диаметра точки недостаточно, чтобы удержать стороны определенной толщины и веса под нагрузкой.
Противоположным дефектом является перегрев материала. Если подать повышенный сварочный ток или передержать изделие клещами, точка может разогреться очень сильно. Это приведет к уменьшению толщины металла в зоне контакта, выдавливанию жидкого металла в стороны, деформациям поверхности. При сильном перегреве возможны прожоги, когда вместо сварной точки будет дырка.
Контроль качества осуществляется визуальным путем. Сварщик или уполномоченное лицо осматривает поставленные точки через лупу на предмет трещин, деформаций, выдавливания металла.
Методом разрушающего контроля испытываются тестовые образцы. Сваренные точками стороны пытаются разделить зубилом и молотком, провернуть между собой, оторвать монтировкой. После отрыва исследуют стороны. Качественное соединение будет иметь следы разорванного металла однородной структуры без пор и трещин. Затем, установив на каком режиме выполнялось соединение с приемлемым качеством, подобные настройки применяют для серийного выпуска продукции.
Обозначение на чертежах
Иногда для проведения технологии может потребоваться чертеж или схема контактной сварки. На ней должны быть правильные обозначения параметров и важных критериев этого метода. Ниже имеется фото со схемой данной технологии.
Сварщик должен взять на заметку несколько важных обозначений:
Сварка, при которой используется контакт в виде электрического тока и давления – востребованная технология, при помощи которой можно создавать прочные и качественные соединения. Она применяется во многих областях промышленности, включая машиностроение, сельское хозяйство.
Этот способ подходит для изделий из разных металлов, сталей, нержавейки, с ним легко работать, и он безопасен для человека и окружающей среды. Но все же перед тем как приступать, стоит заранее узнать, какое действие тока при контактной сварке должно применяться, именно от этого зависит качество работ.
Виды контактной сварки
Хотя принцип действия везде один, ГОСТ 15878-79 выделяет несколько разновидностей контактной сварки. Они определяют размеры соединения, прочность стыка, области применения. Оборудование для разных видов контактной сварки тоже имеет свои особенности.
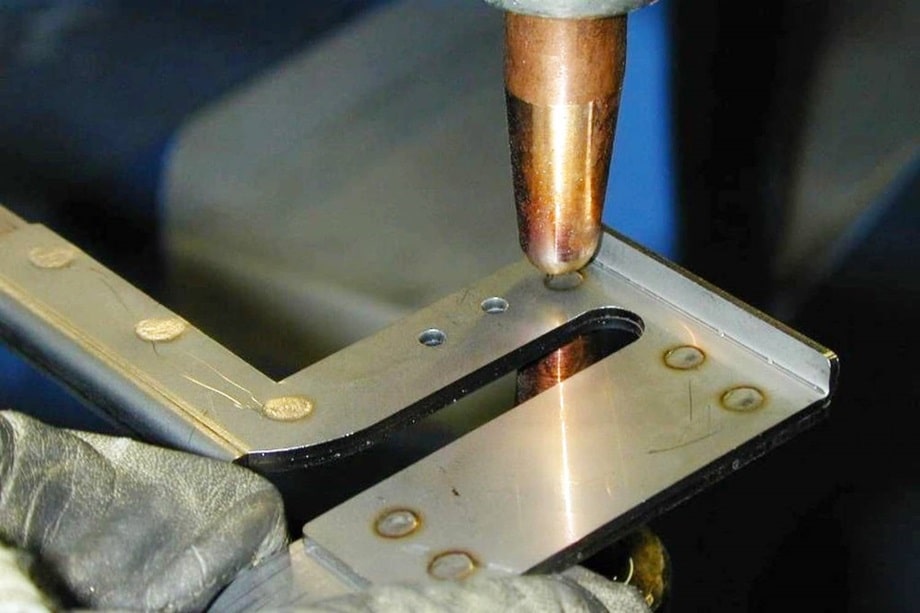
Точечная сварка
Подразумевает соединение металла путем плавления в одной точке. В зависимости от оборудования и исполнительных механизмов подразделяется на:
Рельефная сварка
Разновидность точечной сварки, но отличается формой свариваемой поверхности. Вместо плоских сторон деталей, в заготовках заранее создаются выпуклости (выступающие полусферы, шпильки). Они предусматриваются еще на этапе литья деталей. Затем стороны соединяются между собой, к ним подводится электрический ток и выступающие части плавятся, образуя точечные соединения. Возможны длинные кольцевые или продольные швы этим методом, если изначально предусмотреть рельеф нужной формы.
Метод сварки наиболее востребован в машиностроении, поскольку обеспечивает прочное соединение, чем обычная точечная сварка.
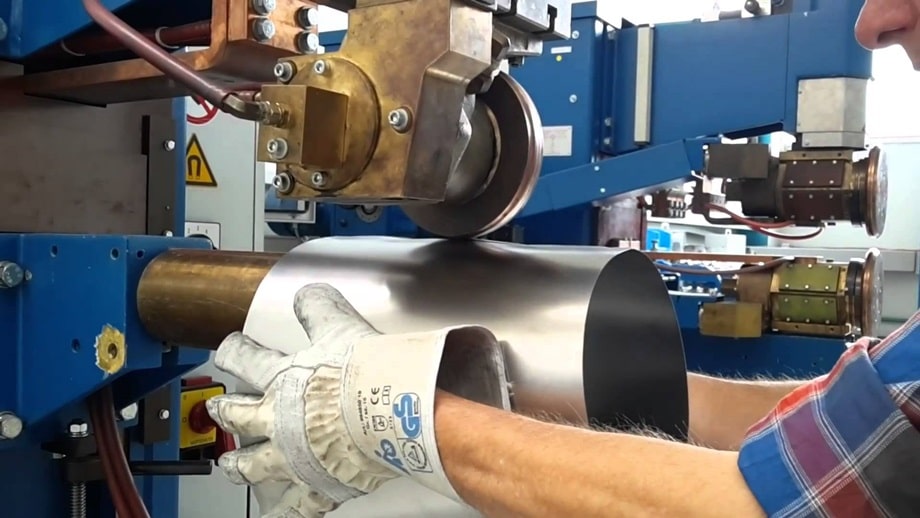
Шовная сварка
Разновидность контактной сварки, при которой выполняются длинные продольные швы. В отличие от рельефной, ток подается не на изделие, а на два подвижных ролика. Они располагаются над и под листовыми заготовками. Металл, оказавшись между ними, нагревается от прохождения тока, и соединяется. По мере продвижения роликов образуется сплошное шовное соединение.
Существует несколько техник выполнения шовной сварки контактным способом:
Ролики в сварочных аппаратах контактной сварки могут быть оба ведущими или один ведущий, а второй — ведомый. Последний движется за счет протягивания заготовки. Метод подходит для сборки бочек, емкостей.
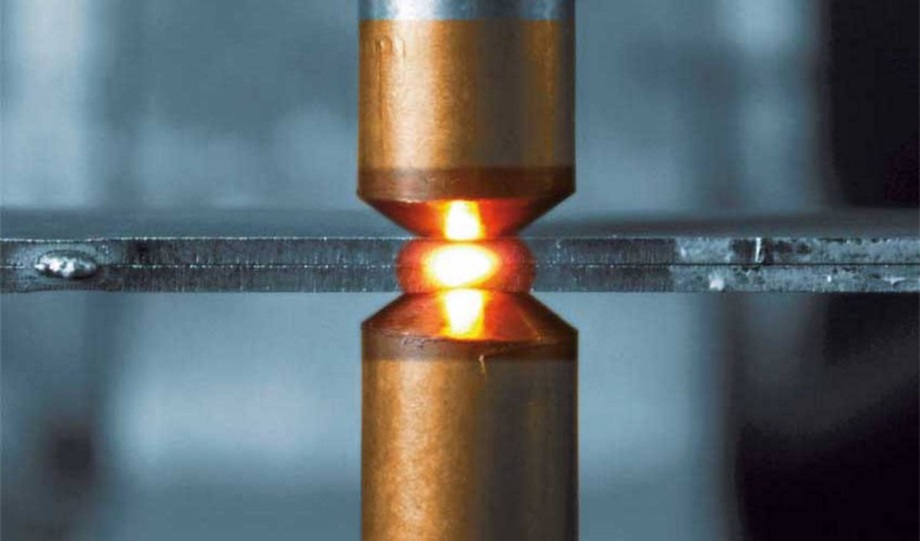
Стыковая сварка
Реализуется одним из двух способов: сопротивлением или оплавлением. Стыковая сварка сопротивлением подразумевает подвод тока к двум деталям, сжатым с усилием. В месте стыковки образуется сопротивление и повышенный нагрев. Затем сжатие резко усиливают (происходит осадка деталей) и получается стыковое соединение.
Контактная стыковая сварка оплавлением проводится путем сведения двух заготовок стыками между собой. К деталям подается сварочный ток, разогревающий торцы изделия. После этого силу тока снижают, но продолжают подавать электричество. В местах контакта происходит оплавление и получается сварочное соединение. Если держать стороны сведенными дольше и одновременно подавать сварочный ток, жидкий металл даже выступит наружу из зазора, а шов станет сплошным. Этот метод обеспечивает более прочное соединение и экономию электроэнергии, чем технология соединения сторон сопротивлением. Подходит для сварки арматуры встык.
Подготовка поверхностей
При выполнении контактной сварки качество соединения отчасти зависит от правильности подготовки поверхности. Чтобы стороны надежно сварились между собой, необходимо обеспечить их плотный прижим. Для этого убирают мусор, окалины, грязь и ржавчину в месте стыковки, а также на соседней зоне, расположенной в этой плоскости (там, где выступающий мусор помешает сведению сторон). Коррозию зачищают шлифовальными машинами.
Контактной сваркой разрешено соединять стороны, у которых толщина не отличается друг от друга более чем на 15%. Иначе одна пластина разогреется сильно, а вторая не успеет прогреться — соединение будет слабым, возможны деформации изделия.
Для стыковой сварки методом сопротивления плоские стороны требуется подогнать между собой по форме, чтобы не было просветов. Жаропрочные стали и легированные нуждаются в обезжиривании.
Химическое действие тока в жидкостях
Как можно на опыте пронаблюдать химическое действие тока? Вернемся к предыдущему опыту и более внимательно приглядимся к электродам, опущенным в воду (рисунок 4).
Рисунок 4. Химическое действие тока в воде
Мы увидим, что даже в обычной воде вокруг электродов образуются мелкие пузырьки газа. Они не могут возникнуть сами по себе. Значит, происходит какая-то химическая реакция.
Обратите внимание, что здесь речь идет не о кипении, где мы ранее наблюдали образование пузырьков. Сами электроды еле теплые, мы можем спокойно потрогать их руками. Температура воды тоже далека от ее температуры кипения. Получается, что наличие этих пузырьков — это результат химических реакций, происходящих в воде, при пропускании через нее электрического тока.
Проведем еще один опыт, который более наглядно продемонстрирует нам химическое действие тока.
Заменим воду в сосуде из прошлого опыта на раствор медного купороса $CuSO_4$. Он имеет голубо-зеленоватый цвет. Металлические электроды заменим угольными (рисунок 5).
Рисунок 5. Химическое действие тока в растворе медного купороса
Замкнем ключ. По цепи пойдет ток. А теперь внимательно взглянем на электрод, соединенный с отрицательным полюсом источника тока. На нем образовался красноватый налет.
Что это? Откуда он взялся? Это чистая медь $Cu$. Под действием тока она выделилась из сложного соединения и отложилась на отрицательном электроде.
Химическое действие тока проявляется в том, что при его прохождении через растворы солей, кислот, щелочей на электродах выделяется чистое вещество.
Это действие тока активно применяется на практике в электрометаллургии для получении чистых металлов без каких-либо примесей (рисунок 6).
Рисунок 6. Детальная иллюстрация химического действия тока
Эту методику применяют для нанесения на поверхность различных предметов тонким слоем никеля, серебра, золота. Это придает предметам красивый эстетический вид и защищает их от преждевременного ржавления.
В этой статье
Если работаете с чертежами, то пригодится знание обозначений контактной сварки. На рисунке она изображается крестом (+), указывая на место соединения сварочной точкой. Стрелкой делается вынос ГОСТа 15878-79 с дополнительным указанием вида соединения (“К” — контактная, “т” — точечная). Если шов видимый, то письменные данные приводятся над линией (полкой) выноса, а если шов невидимый — под линией.
Ответы на вопросы: что такое контактная сварка и как с ней работать
Как соединить две детали толщиной 5 и 10 мм?
На практике такое соединение невозможно. Сила тока расплавит сторону 5 мм или не прогреет 10 мм. Чтобы качественно соединить контактной сваркой две детали с такой разницей в сечении, необходимо сточить толщину стороны 10 мм до 6 мм в месте простановки сварных точек.
Как узнать, сколько по времени подавать сварочный ток?
Сперва нужно потренироваться на черновых образцах такого же сечения, что и основное изделие. Поэкспериментируйте на разных токах, добившись неразрывного соединения, которое не будет иметь выраженных внешних деформаций. С подобранными настройками переходите к сборке изделия.
Подходит ли контактная сварка для алюминия?
Да, подходит. Но сперва нужно удалить оксидную пленку. Это достигается механическим путем (болгаркой, щеткой по металлу) или химическим (травлением).
С каким управлением удобнее работать на машине контактной сварки?
Удобнее с ножным. Две руки остаются свободными для подачи и поддержания заготовок, производительность выше.
Что такое цикл точечной сварки?
Циклом называют процесс сжатия деталей, подачу импульса сварочного тока, снятие давления, выключение тока.

Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Процесс сварки
Контактное сваривание имеет важные особенности и нюансы, которые обязательно должны соблюдаться при проведении процесса. Но как показывает практика, чтобы выполнить этот метод не обязательно иметь большой метод, с технологией смогут справиться даже новички.
Но все же в этом деле потребуется знание алгоритма сварочной технологии:
Химическое действие тока в твердых телах и газах
В твердых телах атомы, молекулы или ионы прочно связаны между собой. Они находятся в узлах кристаллической решетки и способны совершать колебания. Действия тока обычно недостаточно для того, чтобы вырвать их со своих положений. Поэтому, говорят, что обычно химического действия тока в твердых телах не наблюдается.
В газах же возможно наблюдать такое действие. Вспомните электрофорную машину, где между электродами проскакивает искра.
После пропускания электрических искр через воздух, возникает характерный запах. По этому факту и ряду других было открыто такое химическое соединение как озон $O_3$ (рисунок 7). Оно состоит из трех молекул кислорода и обладает сильными окислительными свойствами. Это позволяет его широко использовать в качестве дезинфицирующего средства.
Рисунок 7. Молекула озона
Контроль качества сварки
Предварительная подготовка поверхностей, а также выбор режима (способа) контактной сварки напрямую влияет на качество получаемого результата.
Главным показателем качества точечной или шовной сварки является именно размер ядра соединения (то есть той зоны, где и происходит спайка двух деталей). Ядро должно составлять примерно 3 толщины самой тонкой из свариваемых заготовок. Расплавление в норме осуществляется в диапазоне 20-80 % толщины каждой заготовки. Если не уложиться в данный норматив, то в случае снижения толщины расплавления ниже 20% будет иметь место непровар, а если расплавится больше 80 % массива заготовки по толщине, то образуется прожиг.
Контроль качества шва можно осуществлять визуально (от острого глаза профессионала ничего не скроется). Но лучше использовать специальные технологические приспособления – средства неразрушающего контроля. С их помощью можно обнаружить непровары, которые трудно диагностируются визуально. Наиболее эффективной является диагностика ультразвуком (если шов проварен качественно, то есть массив расплава однороден, то подаваемое излучение не будет ни ослабевать, ни отражаться).
Обычно если неразрушающими методами определяются скрытые дефекты, то после этого на проблемных участках в ход пускают разрушающие способы выявления брака. Например, отбираются контрольные образцы, и в них производятся измерения диаметра литого ядра.
Магнитное действие тока
Сразу начнем с проведения опыта. Возьмем медный провод, покрытый изоляционным материалом. Намотаем его на гвоздь. Концы его (провода) соединим с источником тока и ключом (рисунок 8).
Рисунок 8. Магнитное действие тока на примере с гвоздем и медным проводом
Замкнем цепь. Поднесем гвоздь к кучке мелких металлических предметов, например, других мелких гвоздиков.
Что мы увидим? Гвоздь притянет к себе другие железные предметы — он стал магнитом. Если мы разомкнем цепь, то гвоздь размагнитится.
Самое интересное, что магнитное действие тока является универсальным. Оно проявляется и в твердых телах, и в жидкостях, и в газах. Кроме того, если заставить заряд направленно двигаться в сильно разреженном пространстве (такое явление называют током в вакууме), то и здесь можно наблюдать его магнитное действие.
Тепловое действие тока в жидкостях и газах
Проволока в опыте выше представляла собой твердое тело. А будет ли проявляться тепловое действие тока в жидкостях или газах? Будет!
Для этого проведем следующий опыт. Возьмем сосуд с обычной водой и опустим туда две металлические пластины (рисунок 3). Присоединим их с помощью проводов к источнику тока. Теперь эти пластины будут являться электродами.
Опустим в воду термометр и зафиксируем температуру. Замкнем ключ, и по цепи пойдет электрический ток.
Рисунок 3. Тепловое действие тока в жидкости
Через 10-15 секунд вы уже увидите, что столбик термометра пополз вверх. Температура воды стала увеличиваться.
При своем движении эти электроны будут неизбежно сталкиваться с другими частицами вещества (в нашем случае — воды). При столкновении они будут передавать часть своей энергии этим частицам. Значит, при прохождении тока через воду ее частицы получают какую-то дополнительную энергию. Общая внутренняя энергии воды увеличивается. А вы знаете, что именно это и приводит к повышению температуры.
Опыт, подтверждающий тепловое действие тока в воздухе, мы проделывать не будем, по причине его большой сложности. В общем, явлений, где проявляется тепловое действие тока в воздухе очень мало. Но, например, молния — наглядное природное явление, где тепловое действие тока тоже заметно.
Гальванометр. Магнитное действие тока в его устройстве
Для начала рассмотрим, как будет взаимодействовать проводник с током и магнит.
Для этого соорудим следующую конструкцию. На небольшую рамку закрепим несколькими витками тонкую медную проволоку. Сама рамка у нас будет подвешена на нитях, чтобы мы могли наблюдать любое ее движение.
Проволока, которой обвита рамка, подсоединена к полюсам источника тока. Замкнем ключ. Рамка останется неподвижной (рисунок 9).
Рисунок 9. Рамка с током неподвижна
А теперь возьмем магнит. Расположим его так, чтобы рамка с током оказалась между его полюсами (рисунок 10).
Рисунок 10. Рамка с током, помещенная между полюсами магнита, поворачивается
Теперь рамка начала поворачиваться! Именно это явление взаимодействия такой своеобразной катушки с током и магнитом лежит в основе устройства специального прибора — гальванометра (рисунок 11).
Рисунок 11. Гальванометр и его обозначения для схем электрической цепи
Гальванометр — это прибор, с помощью которого можно судить о наличии тока в проводнике.
На рисунке 11, а показан внешний вид этого прибора. На рисунке 11, б приведен условный знак, которым гальванометр обозначается на схеме электрической цепи.
Стрелка гальванометра связана с катушкой внутри самого прибора. Под катушкой мы подразумеваем провод намотанный на каркас из диэлектрика.
Эта катушка внутри прибора находится в магнитном поле. Когда по катушке течет ток, стрелка отклоняется. Так, при подсоединении гальванометра в цепь, мы можем судить о наличии в ней электрического тока.
Задания
Рассмотрите рисунок 8, на котором изображена установка для наблюдения магнитного действия тока. Что представляет собой каждая часть этой установки? Расскажите, как протекает опыт.
В верхней части рисунка изображен источник тока. К его положительному полюсу подсоединена проволока в изолирующем материале (провод). Далее этот провод намотан на обычный железный гвоздь. От гвоздя провод тянется до ключа, а от ключа до источника тока (его отрицательного полюса).
На рисунке ключ замкнут. В цепи течет электрический ток. Железный гвоздь моментально намагничивается — становится магнитом. Он притягивает к себе другие мелкие железные предметы.
Как только мы разомкнем цепь, по проводам перестанет идти ток. Железный гвоздь размагнитится. Все мелкие предметы, ранее примагниченные к нему, отпадут.
Задание №2
По рисункам 9 и 10 расскажите, как на опыте наблюдают взаимодействие рамки с током и магнита.
Соберем электрическую цепь из источника тока, ключа, соединительных проводов и рамки с обмоткой из тонкой проволоки, соединенной с проводами. Рамку подвесим на нитях, чтобы была возможность отслеживать любое ее движение.
Замкнем ключ. По цепи пойдет ток. Рамка при этом останется неподвижной.
Теперь возьмем магнит. Поместим его так, чтобы рамка оказалась между его полюсами. Снова замкнем цепь. Теперь рамка пришла в движение — она начала поворачиваться.
Так проявляется магнитное действие электрического тока. Именно это явление используется в устройстве гальванометра.
Сферы применения контактной сварки
Электроконтактный способ сварки характеризуется высокой производительностью, поэтому он обычно применяется при спаивании массивных конструкций, где велика длина швов. Кроме того, такой тип сварки применяется в отраслях, где иной тип спайки невозможен в силу особенностей применяемых металлов. К примеру, это космическое и авиастроение, а также производство микросхем (в том числе полупроводниковых).
Отличительной особенностью контактной сварки является то, что здесь могут сочленяться изделия из абсолютно любых металлов и сплавов (низкоуглеродистые или же высоколегированные стали, нержавейка и пр.). Точечный способ сварки практикуется в разных отраслях:
При этом толщина свариваемых элементов может быть от пары-тройки мкм до 30 мм! Современные способы создания сплошных швов с помощью контактной электросварки позволяют формировать герметичные емкости для жидкостей различной дисперсности, а также получать прочные соединения в приборостроении.
Рельефный метод чаще всего применяют для сваривания кронштейнов и деталей из листового металла. Он весьма распространен при таких работах:
Стыковая контактная сварка распространена намного реже, так как очень сложно добиться равномерного прогрева самих стыков, без чего невозможно будет удержать одинаковый уровень напряжения на обеих деталях.
Еще контактная сварка (или даже спайка) применяется для сваривания секций трубопроводов (в заводских условиях) или же рельсов при создании бесстыкового пути.
Виды контактной сварки имеют характерные отличительные особенности, которые обязательно нужно учитывать при проведении любого из методов. Они могут влиять на качество и вид сварного шва.
Рассматривая способы контактной сварки, особое внимание стоит уделить точечному методу. Во время его проведения сваривание может производиться в одной или нескольких точках металлической поверхности.
Прочность и качество соединения зависит от нескольких факторов:
Современное сварное оборудование обладает высокой мощностью и скоростью. Они способны за минуту производить в минуту до 600 сварных соединений. Именно по этой причине данная технология применяется для сваривания частей электроники, кузовных компонентов автомобилей, самолетов, сельскохозяйственной техники. Помимо этого этот метод нашел применение во множестве других областей промышленности.
Контактная рельефная сварка по принципу работы похожа на точечную технологию. Но все имеется характерное отличие – сварное соединение и электрод обладают схожей, рельефной формой. Рельефность придает естественная форма детали, также она может достигаться за счет применения специальных штамповок.
Данная технология используется практически во всех областях промышленности. Также она может применяться в качестве дополнения, для сваривания рельефных деталей. При помощи этого метода часто производиться прикрепление кронштейнов и опорных деталей к заготовкам с плоской формой.
Шовная контактная сварка нержавейки или многоточечная технология создает несколько соединений, которые располагаются близко или с перекрытием, формирую единое монолитное соединение. Если между точками находится перекрытие, то шов получается прочным и герметичным. Если же точки находятся близко друг другу, то соединение выходит не герметичным.
В промышленности этот метод применяется редко. Обычно используется перекрывающийся, герметичный шов. При помощи него создают баки, бочки, баллоны и другие подобные емкости.
Во время данной технологии при соединении детали плотно прижимаются друг к другу. После выполняется оплавление всей плоскости контакта. Этот метод имеет подвиды, которые подбираются в зависимости от типа, толщины металла, а также от требуемого качества соединения.
Важно! Самым простым способом считается сварка оплавлением, она предназначена для изделий из легкоплавкого металла с небольшой площадью пятна контакта. Технология с оплавление и плавлением с подогревом подходит для более прочных металлических элементов с огромным сечением.
Физика А. Перышкин
Тепловое действие тока можно наблюдать на проволоке, через которую пропускают электрический ток, она нагревается, удлиняется от нагревания и провисает. Если ток увеличить, можно нагреть проволоку докрасна. В лампах накаливания вольфрамовая спираль накаляется током до яркого свечения.
Химическое действие тока состоит в выделении веществ из растворов при прохождении через
них электрического тока — явление электролиза используется для получения чистых металлов. На опыте это можно продемонстрировать, пропуская ток через раствор медного купороса, получая на отрицательно заряженном электроде чистую медь.
Тепловое действие электрического тока используется в различных нагревательных приборах: плитах, утюгах, лампах накаливания, обогревателях воздуха и воды, полов, грелках и т.п. Химическое действие электрического тока используется в промышленном производстве чистых металлов и других веществ электролизом.
Магнитное действие электрического тока можно продемонстрировать следующим опытом. На железный гвоздь намотать медную проволоку в изоляции, концы которой подсоединить к источнику тока. Когда ток идет, к гвоздю примагничиваются мелкие железные предметы: скрепки, гвоздики, кнопки, как только цепь разрывается, магнитное действие пропадает, все осыпается.
В устройстве гальванометра используют явление взаимодействия катушки с током и магнита.
Расходные материалы
Среди расходных материалов для машин контактной сварки и сварочных клещей чаще всего требуют замены только медные электроды. Медными они кажутся снаружи, а на самом деле отливаются из кадмиевой или хромовой бронзы. Расходники рассчитаны на температуру 600 градусов и давление 5 кгмм кв.
От работы они перегреваются, оплавляются, деформируются. При замене электродов подбирают аналогичные по длине и диаметру. Порой может понадобиться заменить комплект плечей. Тогда можно купить такие же или с большей длиной, высотой раскрытия. Есть плечи с воздушным и водяным охлаждением.
Технология контактной сварки
Данную технологию обычно путают с классическим электродуговым свариванием металлических деталей. Но это неправильно, хотя общие схожие черты, безусловно, присутствуют. В основе контактной сварки также лежит нагрев деталей в месте стыка с помощью тока большой силы с тем, чтобы место соединения оказалось расплавлено. Однако здесь детали дополнительно подвергаются давлению, что увеличивает диффузию и способствует упрочнению шва после последующего его охлаждения и кристаллизации материала.
Контактная сварка является едва ли не самым ранним изобретенным способом спайки металлических заготовок. Его создал английский физик Уильям Томсон в 1856 году. Примерно в это же время похожую технологию придумал и опробовал непосредственно на производстве американский ученый Элиу Томсон. Не отставали и россияне: тогда же отечественный изобретатель Николай Николаевич Бенардос придумал несколько вариантов шовного и точечного контактного сваривания стальных заготовок.
Контактная технология обычно применяется для деталей, сделанных из однородных материалов (одних и тех же металлов).
Важно! Именно давление при контактном сваривании выгодно отличает эту технологию пластического соединения деталей от любого другого типа сварки. Как раз оно способствует формированию шва, характеризующегося равномерностью и прочностью. И разумеется, такое давление невозможно создать вручную – это осуществляется при помощи специальных механических приспособлений.
Меры предосторожности
Контактная сварка — это разновидность электрической сварки, поэтому нельзя вести работы в мокрой одежде, сырых рукавицах. Прижим клещами осуществляется с большой силой, поэтому важно следить, чтобы между электродами не оказались пальцы. Хотя сварочной дуги здесь нет, при неплотном сдавливании сторон возможны искры. От таких вспышек глаза будут уставать, поэтому сдавливайте изделие плотно и только потом включайте подачу тока (касается машин с ручным приводом).
Следите за целостностью кабелей, не допускайте потертостей, оголенных токоведущих частей. Важно, чтобы машина контактной сварки была заземлена. Следите, чтобы ручки и держаки были заизолированы.
Сварщик должен устойчиво стоять на ровном месте, а органы управления (педаль или кнопка) располагаться в легком доступе.
Тепловое действие тока в твердых телах
Это самое первое и очевидное для нас действие тока.
Тепловое действие тока проявляется в том, что среда, в которой он протекает, нагревается.
Например, это действие мы используем в таких повседневных приборах, как утюг, электрочайник, кофеварка. В обычных лампах накаливания тоже наблюдается тепловое действие тока (рисунок 1).
Рисунок 1. Тепловое действие тока в лампе накаливания
В таких лампах присутствует тонкая вольфрамовая проволока, которая при протекании по ней тока нагревается настолько, что раскаляется добела. Если мы поднесем руку к такой лампе, то почувствуем тепло. Это и есть наглядное тепловое действие тока.
Конечно, здесь еще присутствует факт того, что эта спираль не только дает тепло, но еще и светится. О световом действии тока мы поговорим чуть ниже.
Как можно наблюдать на опыте тепловое действие тока? Давайте проведем такой опыт, чтобы убедиться в наличии именно теплового действии тока.
Подключим к источнику тока железную или никелевую проволоку, как показано на рисунке 2.
Рисунок 2. Тепловое действие тока
После замыкания ключа в цепи появится ток. Проволока ощутимо нагреется. При этом она немного удлинится и провиснет. Заметьте, что до пропускания через нее тока она была плотно натянута (на рисунке исходное положение обозначено пунктирной линией).
Разновидности контактной сварки
Специалисты выделяют несколько типов соединений, характерных для контактной сварки (при стыковке деталей под давлением):
Контактная сварка
Контактная сварка является востребованной технологией, которую активно используют в производственных и бытовых условиях. Во время нее производится соединение металлических изделий с использованием сильного нагревания и давления. В результате образуется прочное сварное соединение с ровной поверхностью.
Этот вид сваривания применяется для соединения однотипных изделий, тонких деталей. Несмотря на то, что данный метод уже длительное время применяется в разных областях производства, необходимо изучить его важные особенности и характеристики.
Принцип работы аппаратов контактной сварки
Аппараты контактной сварки имеют электрическую и механическую часть. Электрическая состоит из источника тока, который понижает напряжение (V) и повышает количество ампер (A). Сварочный ток достигает сотен и даже тысяч ампер, благодаря чему происходит быстрый нагрев и прочное соединение. Механическая часть реализована в виде сварочных клещей и обеспечивает сведение сторон, их прижим в месте, где требуется соединение.

Сварка происходит следующим образом
Длительность подачи сварочного тока и его сила настраиваются в зависимости от толщины соединяемых сторон. Например, для контактной сварки двух прутков сечением 1.5 мм (1.5+1.5), понадобится сила тока 1500 А и продолжительность воздействия 1-2 секунды.
Электрохимические процессы получения металлов
Г. Деви в 1807 впервые использовал электролиз для получения натрия и калия.
В конце 1970-х гг. методом электролиза были получены более 50 металлов, в частности медь, никель, алюминий, магний, калий, кальций. Различают 2 типа электролитических процессов. Первый связан с катодным оседанием металлов из растворов, полученных методами гидрометаллургии; в этом случае восстановлению (откладыванию) на катоде металла из раствора отвечает реакция электрохимического окисления аниона на нерастворимом аноде.
Второй тип процессов связан с электролитическим рафинированием металла из его сплава, из которого изготавливается растворимый анод. На первой стадии в результате электролитического растворения анода металл переводится в раствор, на второй стадии он оседает на катоде. Последовательность растворения металлов на аноде и осаждения на катоде определяется предел напряжения. Однако в реальных условиях потенциалы выделения металлов существенно зависят от величины перенапряжения водорода на соответствующем металле. В промышленных масштабах рафинируют цинк, марганец, никель, железо и другие металлы; алюминий, магний, калий и др. получают электролизом расплавленных солей при 700—1000 °C. Последний способ связан с бо́льшим потреблением электроэнергии (15—20 тыс. кВт•час/т) в сравнении с электролизом водных растворов (до 10 тыс. кВт•час/т).
Принцип работы оборудования
Для проведения контактного сваривания могут применяться разные аппараты. В зависимости от условий оборудование может быть подвесным, стационарным или переносным. Часто приборы имеют узкую специализацию, но в продаже встречаются универсальные устройства.
Контактная сварка нержавеющей стали и других видов металла требует от сварщика определенной подготовки, специальных навыков, поэтому ее часто используют на производствах. Особой популярностью пользуется электросварка, а вот ручные методы применяются намного реже, данные аппараты обычно встречаются в автомастерских и на строительных площадках.
Стоит отметить! Каждый сварщик обязательно должен знать какое действие электрического тока используется при контактной сварке. Как было указано выше, оно не должно быть меньше 1000 Ампер, желательно больше. Этот показатель обеспечивает высокую скорость и производительность сварочного процесса.
Устройство контактной сварки состоит из следующих важных компонентов:
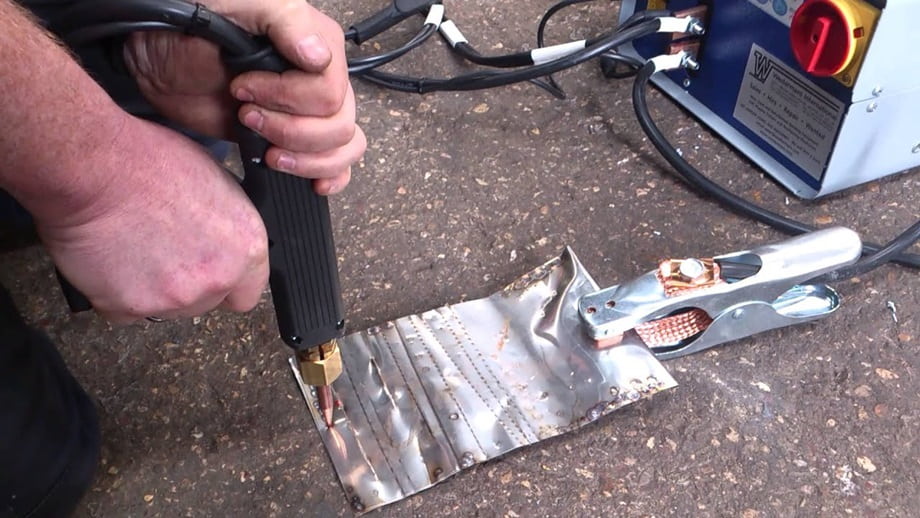
Необходимое оборудование
Раньше для осуществления контактной сварки применялись специальные клещи и угольные электроды. Технология выглядела примерно следующим образом:
В итоге пластины разогревались достаточно для того, чтобы металл в них начал переходить в жидкую фазу и между ними образовывались сварные точки. Получалось, что пластины сваривались друг с другом по плоскости. Такого эффекта не добиться при использовании обычной электродуговой сварки.
Современная технология намного более совершенна: сейчас для контактного сваривания применяют узкоспециализированные или же универсальные машины:
Контактная сварка может осуществляться током как переменным, так и постоянным. Более того, оборудование способно обеспечивать следующие способы спайки:
Для регулировки уровня сварочного тока такие машины оснащаются трансформаторами, которые способны понижать напряжение со стандартного уровня в 220 В до 1-15 В. При этом электрическая мощность сварочного оборудования может доходить до 50 кВт (минимум, кстати, всего лишь 0,5 кВт), из чего следует, что при напряжении хотя бы в 15 вольт сила тока может достигать 3333 ампер! Сила сжатия заготовок доходит до 1000 кгс (фактически 1 т/см2). Прижим обычно обеспечивается контролируемым пневматическим механизмом.
Любая машина для контактной сварки имеет ряд блоков, которые в обязательном порядке в ней присутствуют:
Отдельного внимания заслуживают электроды для контактной сварки. При том уровне тока, который через них проходит, они испытывают колоссальный нагрев и довольно быстро изнашиваются. Поэтому к таким контактам одновременно предъявляются 2 типа требований:
Электроды относятся к расходным материалам. Они обычно производятся из бронзы. При этом наконечники электродов обычно съемные – их форма подбирается максимально соответствующей форме поверхности свариваемых деталей. У шовных аппаратов контактной сварки они похожи на диски (обеспечивают максимальную площадь соприкосновения).
Преимущества и недостатки контактной сварки
Контактная сварка обеспечивает максимальную производительность производственного процесса. Шовное сваривание деталей толщиной 0,5 мм осуществляется, к примеру, со скоростью 1,5 м/мин – никакая другая технология сварки не способна продемонстрировать такие показатели. Помимо этого, есть и другие преимущества:

Для объективности следует упомянуть и о недостатках:
Товары из категории


Перейти в каталог
Процесс контактной сварки
Контактная сварка только на первый взгляд выглядит просто. На самом деле данный процесс осложнен всевозможными технологическими особенностями, которые необходимо учитывать. Сварщик в данном случае должен досконально знать алгоритм процесса:
Остывание металла после подачи напряжения во время контактной сварки происходит примерно с такой же скоростью, как и в случае сварки электродуговой. Только в первом случае шов образуется более ровный и прочный (хоть зачастую и недостаточно герметичный).
Обозначение на схемах и чертежах
На чертежах и схемах контактная сварка обозначается особым образом. Актуальные стандарты позволяют применять сразу несколько обозначений:
Общепринятые обозначения (литеры и цифры, номера госстандартов) можно указывать только на линиях с выносками. Согласно ГОСТу, точечная контактная сварка в обязательном порядке должна в обозначении содержать заглавную литеру «К» (означает – «контактная») и строчную литеру «т» («точечная»). Все прочие данные об обозначениях данного типа соединения можно почерпнуть из соответствующей специализированной литературы.
Машины для контактной сварки
Машины для контактной сварки бывают ручные (переносные), подвесные, настольные и напольные. Во всех имеется:
Сварочные клещи подойдут для сборки корпусов и кузовов, чтобы подлазить к труднодоступным местам. Такие аппараты удобны для транспортировки и даже работы в полевых условиях. Машины контактной сварки востребованы в цехах, мастерских, чтобы вести серийный выпуск изделий. С ними возрастает скорость производства и качество соединений. Есть версии с полностью ручным управлением (время прижима задает мастер) и с автоматическим (после установки силы тока и длины импульса машина сама сжимает изделие и выполняет сварку).
При выборе машин контактной сварки обращайте внимание на следующие параметры:
Еще при выборе обращайте внимание на размер плеч сварочных клещей. Длина определяет, как далеко от края листа получится выполнить сварочное соединение. Высота раскрытия клещей влияет на способность заводить в них неровные конструкции с выступающими частями.
Немаловажен бренд оборудования. Практика показывает, что установки марок Foxweld, Telwin надежно служат в самых суровых производственных условиях.
Сварка нержавейки и других металлов контактной сваркой является востребованной технологией. Она применяется в разных областях промышленности, и ее распространенность объясняется целым рядом преимуществ:
Но все же имеются некоторые недостатки, которые обязательно нужно учитывать при проведении контактного сваривания:
Рекомендации по выбору оборудования
Оборудование следует подбирать, ориентируясь на несколько параметров:
Весьма неудобной является необходимость тонкой подгонки параметров оборудования контактной сварки под характеристики заготовок. Иными словами, контактную сварку нельзя осуществлять с параметрами того же тока, взятыми «про запас» (с избытком). Во-первых, такое оборудование будет стоить дороже (так как более мощное оборудование предусматривает наличие пневматических приводов, водяного охлаждения трансформатора, а также 3-фазного источника питания), а во-вторых, избыточная мощность запросто способна прожечь дыру за несколько секунд после подачи напряжения на электроды.
Но даже если подобрать корректную разновидность машины для контактной сварки, то выполнение работ будет для неподготовленного новичка весьма сложной процедурой – здесь крайне востребован опыт и приобретаемые навыки. То есть контактная сварка, осуществляемая как вручную, так и на автоматическом оборудовании, – это технология преимущественно для массового производства в заводских условиях.